Оборудование для производства стеновых блоков методом вибропрессования
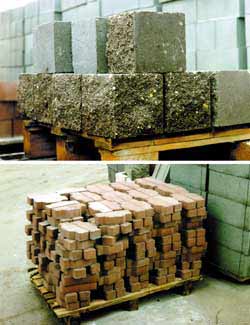
Упомянутым требованиям максимально соответствуют оборудование и технология производства стеновых блоков методом вибропрессования, эксплуатируемые канадо-американской корпорацией Бессер/Ай энд Ай Блок. Указанная технология обеспечивает выпуск высококачественных блоков, облицовочных камней, изделий для мощения, декоративных элементов фасадов, перемычек, пилястров, колонн.
Отформованные на автоматизированном оборудовании изделия из цементно-песчаных смесей с различными наполнителями (щебень, керамзит, шлак, известняки) могут набирать прочность без расхода тепловой энергии за счет тепла, выделяющегося при гидратации цемента. Для ускорения процесса целесообразно производить пропаривание изделий в специальных камерах, что значительно повышает производительность технологических линий. Этот метод по затратам как электрической, так и тепловой энергии в настоящее время не имеет конкурентоспособных альтернатив.
При изготовлении стеновых блоков по бессеровской технологии используются низкопотенциальные источники тепловой энергии, отсутствует смазка форм, в выбросах нет газовой составляющей, отсутствует сброс воды, загрязненной нефтепродуктами, что резко упрощает систему очистки. Кроме того, благодаря сниженному в 1,5-2 раза расходу цемента на выпуск единицы продукции объем выбросов пыли пропорционально ниже, чем при производстве железобетонных и силикатных изделий.
Производственные мощности СП Бессер-Беларусь находятся на юго-западной окраине Минска, близ ТЭЦ-4. В производственном корпусе размещаются отделение формования блоков, камеры тепловой обработки и отделение пакетирования и отгрузки готовой продукции. Заполнители бетона (песок, щебень или гравий) ковшовым погрузчиком подаются в бункеры-питатели, далее ленточными транспортерами - в расходные бункеры, оборудованные автоматическими дозирующими устройствами.
Цемент подается винтовыми конвейерами или пневмотранспортом. Отдозированные материалы загружаются в специальный смеситель фирмы "Бессер" для получения полусухой бетонной смеси. Из смесителя полусухая бетонная смесь скипом загружается в бункер пресса, где на металлических поддонах формуется одновременно по 3 блока через каждые 3-9 секунд. Из пресса по рольгангу поддоны с блоками поступают в автоматический перегружатель на передвижное устройство со стеллажами, которое затем транспортируется в пропарочные камеры.
Основное преимущество пресса Вибропак состоит в том, что при его работе вибрация передается не на всю станину, а только на пресс-форму. Стоя рядом с этой машиной, мы абсолютно не ощущаем вибрации, так как вибрирует лишь непосредственно производящий продукцию орган агрегата. Что и является залогом долговечности машины, превращающей подготовленную массу в товарный продукт.
У концерна нет складских помещений, нет старых машин - его специалисты все время внедряют новые технологии. Цены повышаются по мере разработок. Скажем, машина, установленная в Лепеле, выпущена чуть позже этой, образца 1993 г., и у нее в отличие от этой электронное, а не механическое управление.
То есть основополагающий принцип остается незыблемым, усовершенствования же касаются, скажем, возможности изменения частоты колебания, что важно, так как частоты изготовления стеновых блоков и тротуарной плитки, разумеется, разные. Данная машина является настолько гибкой, то есть быстроперестраиваемой, что в течение часа можно полностью изменить номенклатуру производимых на ней изделий.
В течение смены вместе с водителем автопогрузчика линию обслуживают 9-10 человек. Один и тот же человек обслуживает пульты управления пресс-формой, пропарочными камерами и Бессерматиком, то есть системой LSC-40 погрузки сырых блоков, которые уходят на пропарку, и разгрузки готовых изделий, которые уходят на кубирование. Система "кубер" - полуавтоматическая, работает по заданной программе, отпуская продукцию на поддонах, стоимость которых входит в общую стоимость продукции.
На родине, в США, эта индустрия настолько развита, что, если мне, к примеру, требуется выпустить некоторое количество белых блоков, то от поставщика исходных материалов я получаю в мешках готовый к загрузке в смеситель состав - белый цемент, белую крошку, белый наполнитель, белый краситель в необходимой пропорции.
Несущая способность пустотелых стеновых блоков достаточна для того, чтобы в качестве поддонов выступали они сами: специальное устройство переворачивает первый, то есть в перспективе - самый нижний ряд изделий на 90о, и оси их пустот из вертикальных становятся горизонтальными. Теперь вилы погрузчика могут работать с этим рядом, как с обычным поддоном. Блоки остальных рядов штабелируются вертикально, верхний ряд также переворачивается в порядке предохранения изделий от затекания влаги.
Режим и последовательность загрузки пропарочных камер (всего их на заводе 8) задаются на пульте управления пропарочными камерами. Процесс загрузки стеллажей с блоками в камеры, пропаривания и последующей выгрузки протекает в автоматическом режиме (один из дисплеев пульта показывает реальное время). Полный технологический цикл составляет 12-14 часов.
Сергей ЗОЛОТОВ
Строительство и недвижимость. Статья была опубликована в номере 23 за 1997 год в рубрике стены
